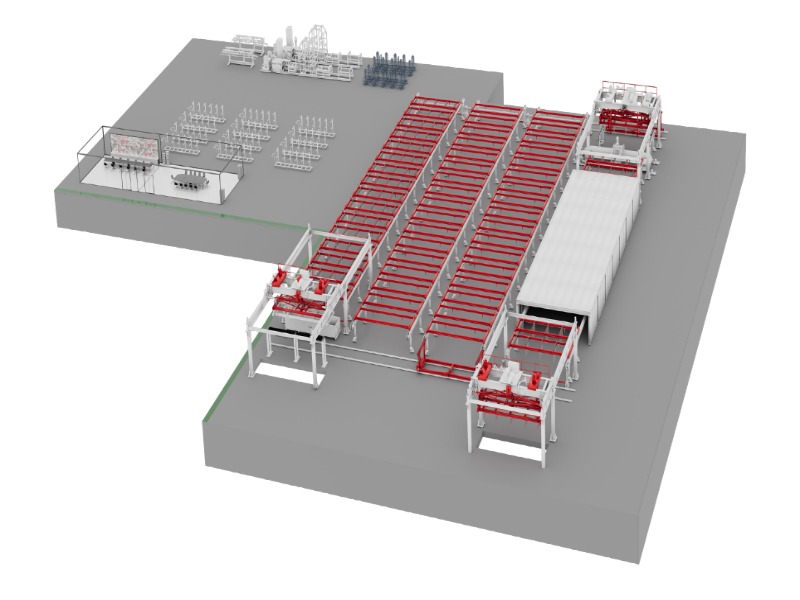
Den globala byggindustrin genomgår ett paradigmskifte mot hållbara, lätta och högpresterande byggmaterial. I spetsen för denna utveckling är autoklaverad luftbetong (AAC), en prefabricerad murverksprodukt som erbjuder exceptionell värmeisolering och strukturell integritet. Effektiviteten och kvaliteten på detta material dikteras helt av precisionen AAC block produktionslinje .
Råmaterialberedning och flytgödselbearbetning
Grunden för varje AAC-blockproduktionslinje börjar med den noggranna beredningen av råmaterial. De primära komponenterna inkluderar typiskt kiselhaltiga material (som flygaska eller kvartssand) och kalkhaltiga material (kalk och cement).
I den inledande fasen blandas sand eller flygaska med vatten och bearbetas i en kulkvarn för att skapa en fin slurry. Samtidigt krossas kalk och gips och pulveriseras till fina pulver. Konsistensen och partikelstorleksfördelningen i detta skede är kritiska, eftersom de påverkar den kemiska reaktionen under den efterföljande skumningsprocessen. Den bearbetade slurryn lagras i stora omrörningstankar för att förhindra sedimentering, vilket säkerställer en jämn tillförsel till doseringssystemet.
Precisionsdosering, blandning och gjutning
När råvarorna väl är förberedda överförs de till doserings- och blandningsenheten - "hjärnan" i AAC-blockets produktionslinje. Detta steg kräver noggrannhet för att bibehålla slutproduktens strukturella egenskaper.
Doseringssystemet använder automatiska vågar för att väga uppslamningen, kalken, cementen och aluminiumpulvret enligt en fördefinierad formel. Dessa ingredienser töms sedan ut i en höghastighetsblandare. Tillsatsen av aluminiumpulver fungerar som det gasbildande medlet. När den alkaliska kalken och cementen reagerar med aluminiumet frigörs vätgas, vilket skapar miljontals små, enhetliga porer i blandningen.
Efter intensiv blandning gjuts den flytande satsen i stora stålformar. Denna gjutprocess måste utföras i en temperaturkontrollerad miljö för att säkerställa att den kemiska reaktionen initieras enhetligt.
Förhärdning och resning (The Green Stage)
Efter gjutningsprocessen transporteras formarna in i en förhärdningskammare. Under denna period "stiger" blandningen som bröd när vätgasen expanderar volymen. Detta stadium varar vanligtvis flera timmar under specifika temperatur- och luftfuktighetsnivåer.
I slutet av förhärdningen når materialet det som kallas "grön kaka". Blocken är tillräckligt fasta för att kunna hanteras och skäras men förblir tillräckligt mjuka för att skivas med precisionstrådar. Integriteten hos AAC-blockets produktionslinje beror mycket på stabiliteten i denna förhärdningsfas för att förhindra inre sprickor eller strukturella deformiteter.
Högprecisionsskärning och formning
Kapningsstadiet är kanske den visuellt imponerande delen av AAC-blockets produktionslinje. En dedikerad kran avformar den gröna kakan och placerar den på en skärmaskin.
Moderna produktionslinjer använder ett dubbelaxligt skärsystem:
- Horisontell skärning: Ståltrådar skiva kakan i önskad tjocklek och höjd.
- Vertikal/Tvärskärning: Kakan skärs i bestämda längder.
Denna process möjliggör skapandet av block, paneler och överliggare med extremt snäva toleranser. Eftersom materialet fortfarande är i sitt "gröna" tillstånd, kan allt avfall som genereras under skärning återvinnas tillbaka till slurryberedningsstadiet, vilket gör AAC-blockproduktionslinjen till en av de miljövänliga tillverkningsprocesserna i branschen.
Autoklavering: Den hydrotermiska reaktionen
Det avgörande kännetecknet för AAC är autoklaveringsprocessen. De skurna blocken laddas i ett stort tryckkärl som kallas en autoklav. Här utsätts de för högtrycksånga (vanligtvis 10 till 12 bar) och höga temperaturer (cirka 180°C till 190°C) i cirka 10 till 12 timmar.
Under dessa hydrotermiska förhållanden reagerar kiseldioxid och kalcium för att bilda Tobermorite - en kristallin struktur som ger AAC dess unika styrka, stabilitet och brandmotstånd. Utan denna specifika kemiska omvandling skulle blocken sakna den bärförmåga som krävs för modern konstruktion.
Slutlig bearbetning och kvalitetskontroll
Efter att autoklaveringscykeln är klar kyls blocken och flyttas till separations- och förpackningslinjen. Eftersom blocken kan fästa något vid varandra under högtryckskokningsprocessen, används ofta en "separator" för att försiktigt dela dem.
Det sista steget av AAC-blockets produktionslinje involverar rigorös kvalitetsinspektion. Blocken kontrolleras för dimensionsnoggrannhet, tryckhållfasthet och torrdensitet. När de har verifierats pallas blocken och krymplindas för transport.
Teknisk sammanfattningstabell
Följande tabell sammanfattar de primära funktionerna för varje station inom en standardproduktionsanläggning:
| Produktionsfas | Primär utrustning inblandad | Kärnmål |
|---|---|---|
| Material Prep | Kulkvarn, flytgödseltankar | Uppnå jämn partikelfinhet och slurrydensitet. |
| Dosering/Blandning | Automatisk våg, höghastighetsblandare | Exakt kemisk formulering och gasutsläppsinitiering. |
| Casting | Formar, Distributionsbil | Häll blandningen för jämn volymexpansion. |
| Skärning | Vertikala och horisontella skärmaskiner | Forma den gröna kakan med hög dimensionell noggrannhet. |
| Autoklavering | Högtrycksautoklaver | Inducerar den hydrotermiska reaktionen för slutlig styrka. |
| Förpackning | Separatorer, Palleterare | Förbereda den färdiga produkten för logistik och lagring. |
Slutsats
AAC-blockets produktionslinje representerar ett mästerverk inom kemi- och maskinteknik. Genom att integrera automatiserad dosering, exakt trådskärning och avancerad hydrotermisk behandling omvandlar processen enkla jordmineraler till en byggnadslösning. Eftersom byggvärlden fortsätter att prioritera energieffektivitet och koldioxidminskning, kommer AAC-blockproduktionslinjens roll att förbli avgörande för att forma framtidens hållbara städer.